

How To Choose A Hygiene Station Supplier?
Choosing the right hygiene station supplier is a critical decision for any food processing facility. The equipment installed at your production entrance is not just a sink or a boot washer—it
is a food safety control point. A poorly designed or poorly supported hygiene station can lead to failed audits, product recalls, and reputational damage. Here is a practical, five-step guide
to help you evaluate and select the right supplier.
1. Verify Hygienic Design and Material Quality
The foundation of any hygiene station is its construction. The meat and poultry equipment design checklist for USDA-approved plants (Principle 2: Compatible Materials) requires that all
product contact surfaces be manufactured from **stainless steel (AISI 300 series or higher). The supplier must demonstrate:
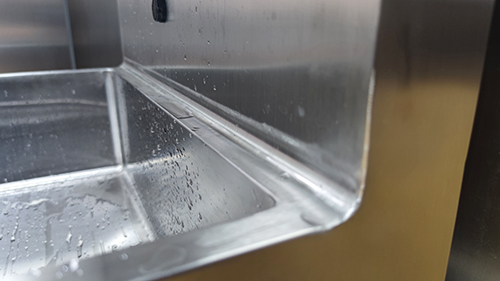
- Continuous, smooth welds – no crevices, pits, or rough edges where bacteria can harbor.
- Seamless draining – surfaces should slope to prevent water pooling, a breeding ground for pathogens.
- Self-draining design – pipes and tanks should drain completely to prevent stagnant water buildup.
-

2. Assess Compliance with International Standards
A reputable supplier should offer equipment that meets or exceeds the requirements of GFSI-benchmarked standards such as BRCGS, IFS Food, and FSSC 22000. Specifically:
- BRCGS Issue 9 §4.8.4 mandates suitable hand washing facilities at production entrances.
- IFS Food §4.2.6 requires that equipment be designed for easy cleaning and positioned to allow access for inspection.
- Codex Alimentarius CXC 1-1969 (2020) requires that personnel hygiene facilities be sufficient, accessible, and well-maintained.
-



Ask the supplier: “Can your hygiene station be installed in a high-care zone and pass a BRCGS audit?”* If they cannot provide a clear, documented answer, proceed with caution.
3. Evaluate Turnstile and Access Control Integration
Modern hygiene stations are not just cleaning devices—they are access control systems. The turnstile or gate must be:
- Fail-safe – it should automatically open (fail to safe) in an emergency, per life safety code requirements.
- Fully programmable – the time required for each step (handwash duration, boot disinfection) must be adjustable on-site.
- Electrically interlocked – the gate should not open until all hygiene steps are completed, providing auditable proof of compliance.
-

A quality supplier will offer a documented access control sequence that can be reviewed by auditors.
4. Demand Support for Validation and Verification
A hygiene station is only as good as its ability to prove it works. The supplier should provide:
- Installation, operation, and cleaning protocols (IOCPs) – written instructions for setup, daily cleaning, and maintenance.
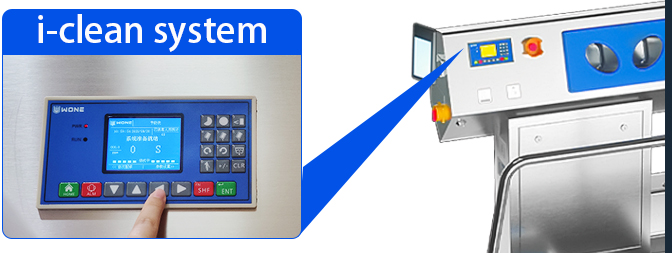
- Sanitizer concentration verification – the i-clean controller or equivalent should log concentration levels over time, providing traceable data for audits.
-
5. Confirm Support for Maintenance and Troubleshooting
Finally, evaluate the supplier's long-term support capabilities. Key questions include:
- Availability of spare parts – are brush assemblies, valves, and sensors available locally or within a reasonable lead time?
- Technical documentation – are wiring diagrams, hydraulic schematics, and programming menus provided in English (or your local language) at no extra cost?
- Remote support – can the supplier diagnose and troubleshoot software issues via remote access if needed?
Choosing a hygiene station supplier is not a commodity purchase—it is a strategic investment in your food safety defense. By verifying hygienic design, compliance with international
standards, access control integration, validation support, and long-term maintenance capabilities, you can select a partner that will help you protect your product, pass audits, and build
trust with your customers. WONE meets all these criteria, offering 304 stainless steel construction, i-clean smart controllers, BRCG-verified access control sequences, and comprehensive
after-sales documentation and support.
